For hail damage I would replace what panels I could unbolt and bolt back on and then go with paint less dent removal for the rest to preserve as much of the original panels and welds as possible.
As for the sectioning process, it is simple, you cut the outer skins at a certain distance from the factory seams and weld in the replacements using backer panels at the new seams. The trick is that for most of the panels the cut lines are in very visible places right at eye level for the B pillar and rocker. However the process is written assuming that you are using OEM repair panels and that you will be removing the parts without regard to damage because you are putting new ones on. To use the parts off a parts car or salvage yard you would want to cut the entire side off the donor car, then lay it on a padded surface and cut the parts free from the back side so you don't damage the outer panels. Then trim those in the proper places to section them in.
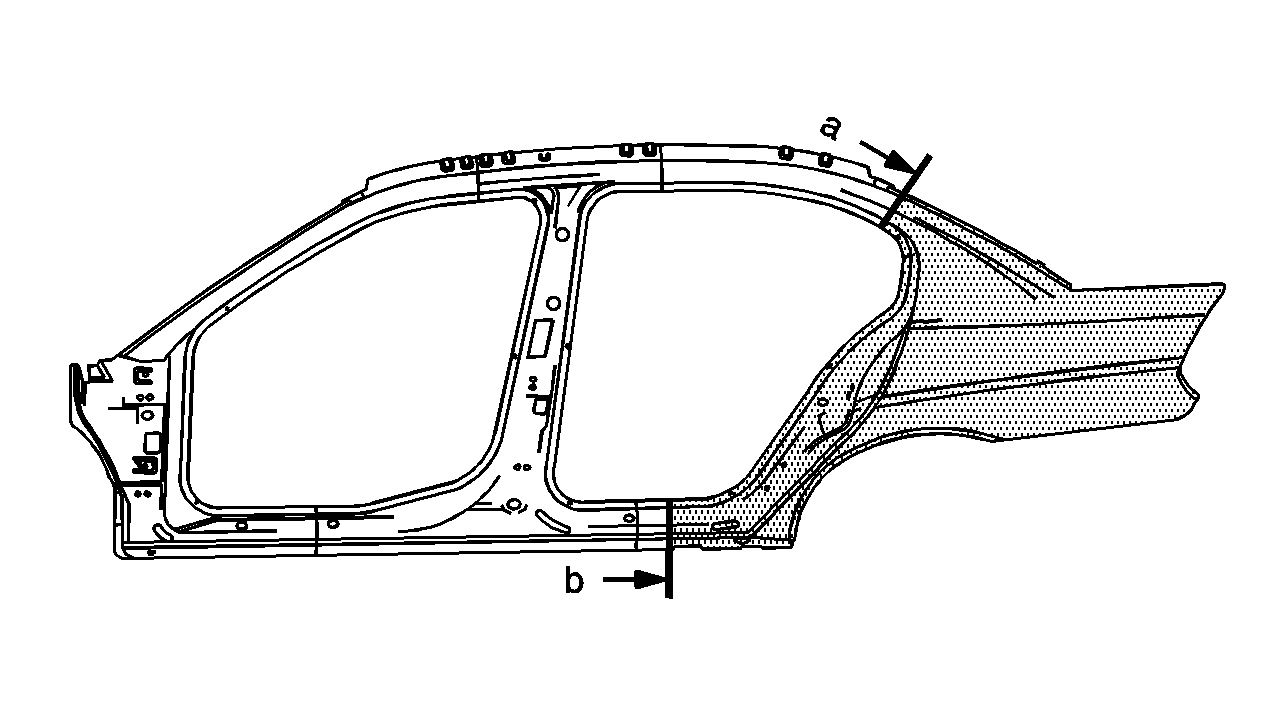
For instance this is the process for the rear quarter panel. It goes with the image below.
1. Fit the service panel to the vehicle to ensure a proper fit.
2. Measure and mark a line at the sail panel 120 mm ( 4 3/4 in ) from the back glass opening and 70 mm ( 2 3/4 in ) rearward from the rocker panel locating hole edge of the service panel.
3. Cut along the line to trim the service panel.
4. Fabricate a 50 mm ( 2 in ) backer plate so that the panel will fit behind the sectioning joint at the sail panel.
5. Fabricate a 100 mm ( 4 in ) backer plate for the rocker panel.
6. Drill 8 mm ( 5/16 in ) plug weld holes as necessary in the locations noted from the original panel.
7. Bevel the sail panel and service panel edges at the sectioned area to approximately 10 degrees.
8. Grind a 50 mm (2 in) area of the outer surface on the vehicle to remove any corrosion, E-coat, primers, coatings and galvanizing that may be present.
9. At the section area on the service panel, grind a 50 mm ( 2 in ) area of the back side to remove any corrosion, E-coat, primers, coatings and galvanizing that may be present.
10. Drill plug weld holes approximately 13 mm (1/2 in) from the edge of the cuts the sectioning areas of the service panel and the original panel.
11. Prepare all mating surfaces as necessary.
12. Apply GM-approved weld-thru coating or equivalent to all mating surfaces. Refer to Anti-Corrosion Treatment and Repair.
13. Position and clamp or screw the backer plate with half of the backer plate exposed at the sectioning joint.
Important:Leave a gap of 1 1/2 times the thickness of the metal at the sectioning joint to the original panel.
14. Position the service panel to overlap the backer plate and 1 1/2 times the thickness up to the original panel.
15. Check for proper fit and alignment to the vehicle. Clamp the panels together.
16. Plug weld the backer plate accordingly.
17. Stitch weld along the entire sectioning joint, make 25 mm (1 in) welds along the seam with 25 mm (1 in) gaps between them.
18. Complete the stitch weld.
19. Clean and prepare all welded surfaces of the entire sectioning joint.
20. Apply a lightweight body filler to the backer plate area.
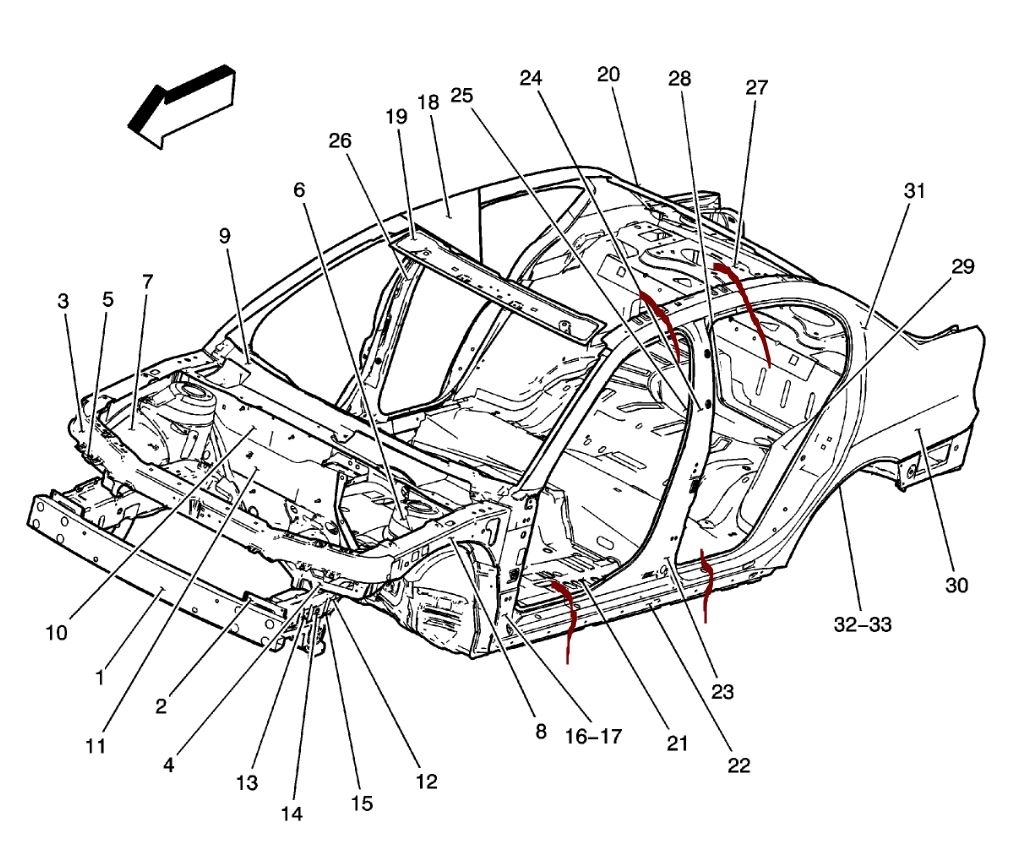
As for structural, all of the panels on a unit body vehicle contribute to the structures strength.
Image (Click to make bigger)
Tuesday, May 5th, 2020 AT 11:21 PM